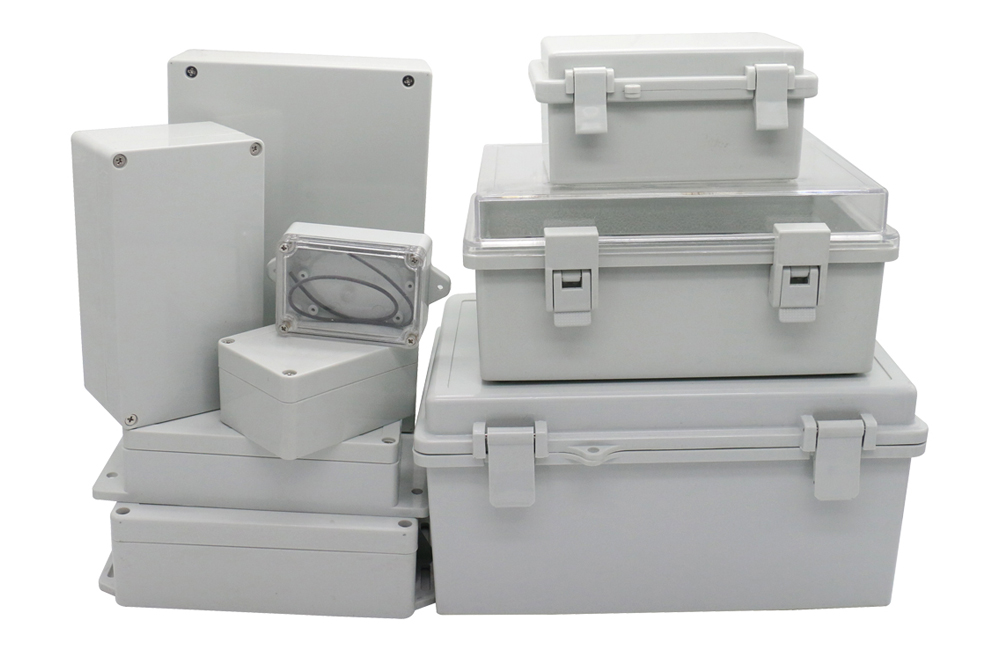
High-impact Engineering PP/ABS
Shockproof/ Dustproof/ IP67 Waterproof
REACH/ROHS Certification
Support OEM/ODM

Custom size, color, foam, etc.
Portable& Lightweight
Good Price& High Quality

High-impact PP
ROHS Certification
Custom foam, logo and color are available

Ningbo Sunyoung Enclosure Co., Ltd, founded in 2017, is one of the leading manufacturers and suppliers in plastic cases, aluminum cases, junction boxes and EVA bags. Products are widely used in military, electronics, communications and other fields, mainly exported to Europe, America, Southeast Asia and other countries.So far, we have obtained several patents and ISO9001, REACH, ROHS certificates.
Sunyoung is located in Ningbo, Zhejiang, the south of the Yangtze River Delta, adjacent to Ningbo Port and Shanghai Port.It covers an area of around 20,000 square meters, with fixed assets of over USD7 million and more than 100 employees.With superior geographical location, good reputation, professional service and the aim of "win-win", we are willing to work with customers at home and abroad for mutual benefit and common development.
Sincerely welcome customers from all over the world to cooperate with us. We provide not only products, but also professional services and solutions.